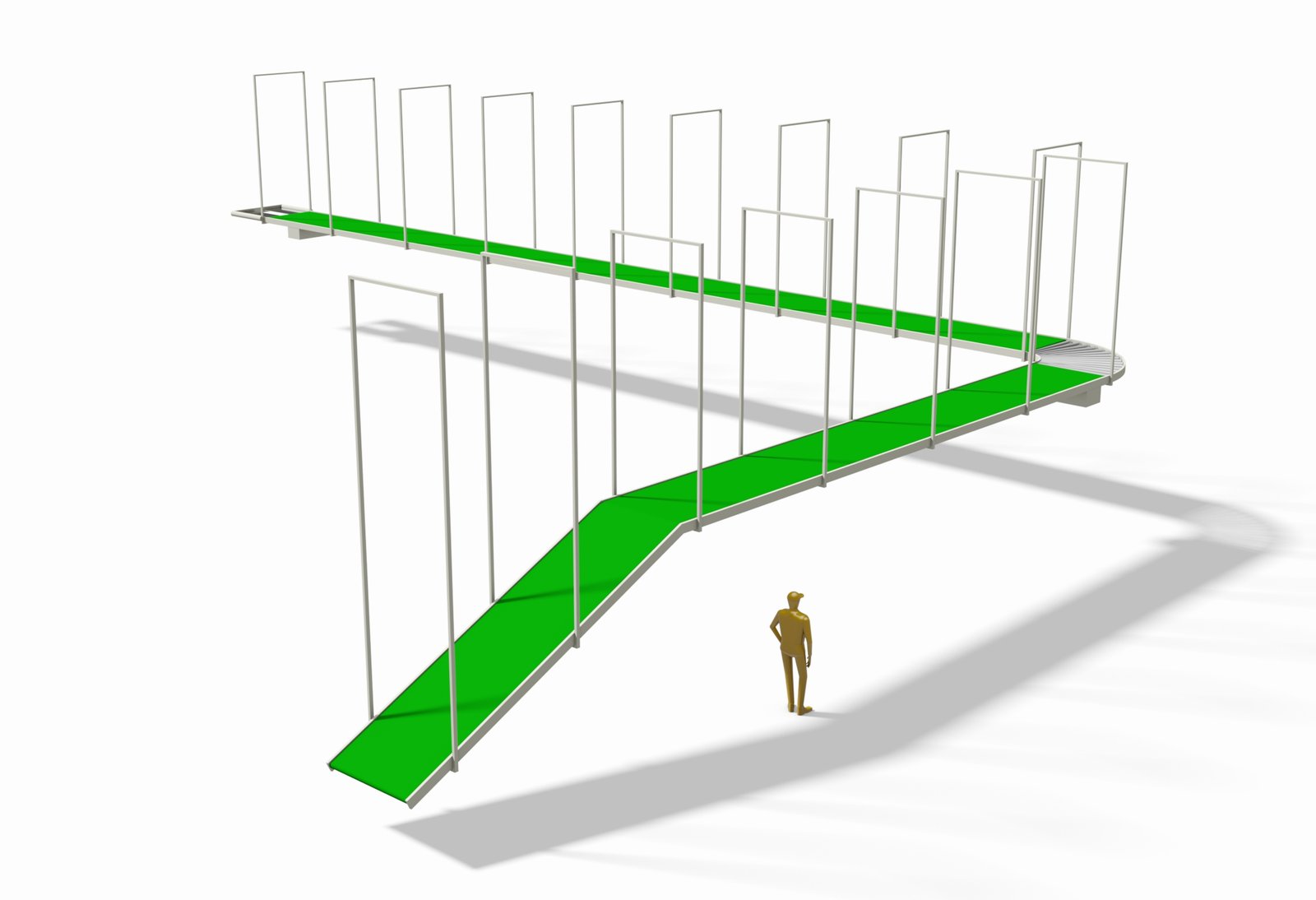
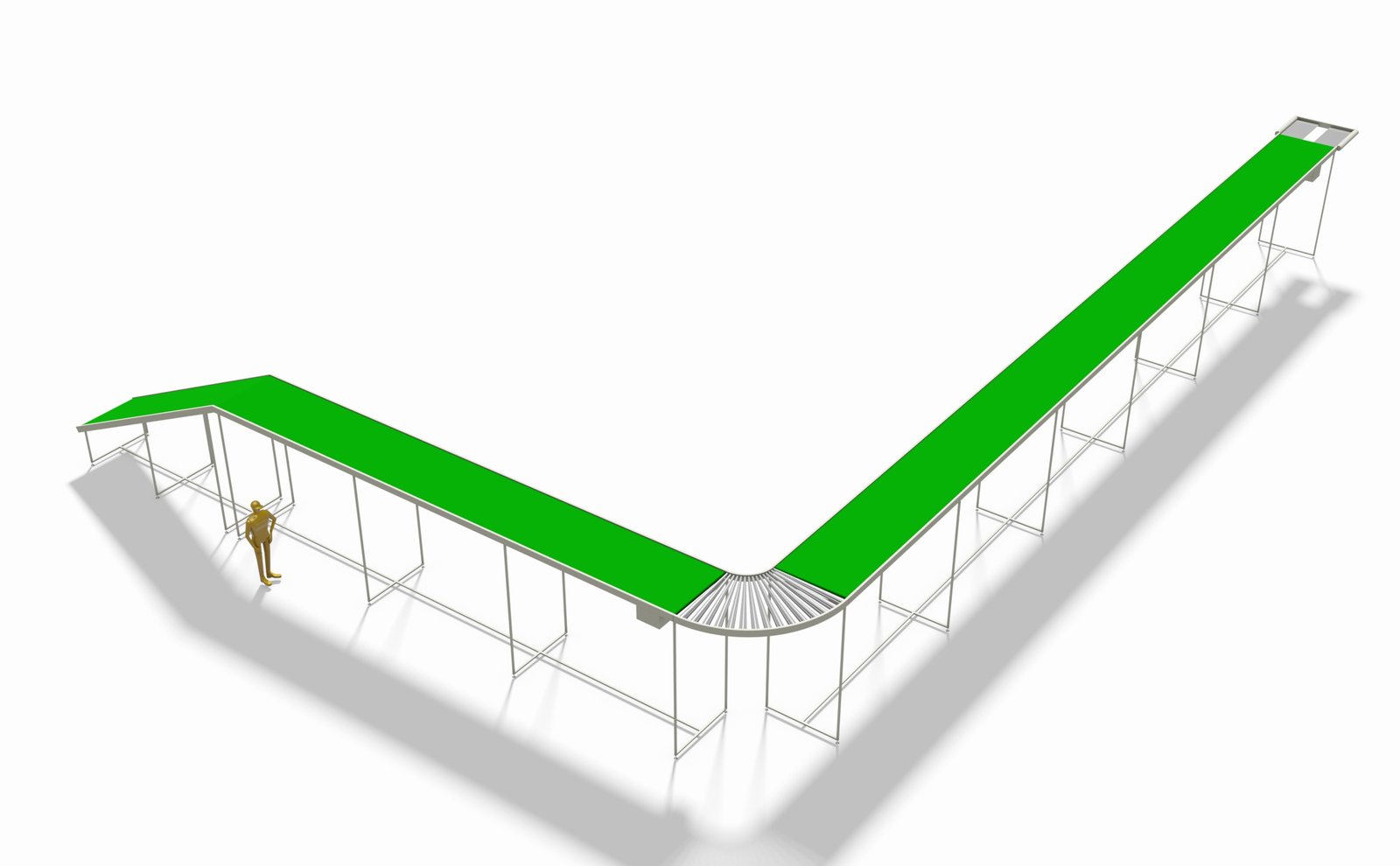
Ceiling-mounted and floor-mounted belt conveyor lines
Ceiling-mounted belt conveyors turn floor loading into roof loading and need slab-load approval, anti-vibration hangers and frequent levelling checks, giving clear floors for clean rooms or forklift traffic but raising installation and maintenance cost 15–25 %. Floor-mounted lines anchor to 500 kg/m² concrete, allow heavier loads, simpler levelling and ground-level servicing, but occupy floor space and leave bolt scars when relocated. Choose suspended only if roof capacity ≥2.5 kN/m², clearance ≥2.2 m and frequent under-traffic is required; otherwise floor type is cheaper and sturdier.
1. Key design differences
Item
Ceiling-suspended (top-hung)
Floor-mounted
Civil data required
Roof-slab load report (≥2.5 kN/m² is common); pre-embedded steel beams or special hanger points for spans >6 m
Only ground uniform load check; ordinary industrial floor (500 kg/m²) is enough for light/medium duty
Centre-line control
Use laser plumb to transfer roof marks to floor, keep ±2 mm
Direct chalk line on floor; ±1 mm is easy
Take-up location
Usually gravity take-up + tail pulley hung under the line; reserve 0.8–1.2 m drop for weight travel
Screw, carriage or gravity take-up possible; space flexible, not limited by roof height
Anti-vibration
Damped hanger rods or spring isolators mandatory to keep start-up shock away from slab (especially >6 m/min)
Only needed if line stands on steel mezzanine; concrete floor can take direct anchor bolts
2. Structure & load
Item
Ceiling-suspended
Floor-mounted
Main frame
Twin channel or aluminium truss; ∅12–16 mm wire rope or threaded rod every 1.5–2 m; continuous beam for spans >4 m to reduce sag
40×40, 40×80 aluminium profile or 50×50 square legs, post spacing 1–1.5 m
Rated load
Single hanger ≤200 kg typical; heavier loads need external floor-mounted drive platform
Single leg 500–1 000 kg common; swap to 80×80 steel legs for heavy duty
Deflection limit
L/500 under full load (L = hanger spacing) to avoid belt wander
L/1 000 for steel legs, easier target
3. Erection
Item
Ceiling-suspended
Floor-mounted
Setting-out sequence
1. mark centre on slab → 2. install hanger plates → 3. level reference wire → 4. assemble truss on floor → 5. lift & level whole bay
1. mark floor centre → 2. build first frame section → 3. add sections → 4. level complete line
Levelling method
Double-nut + washers on hanger rods; check every bay with level, height diff. ≤2 mm
Foot plates or jack-bolts; ≤1 mm/m, quick
Drive mounting
Side-mount on slab or post to isolate vibration; independent floor bracket if motor >2.2 kW
Direct on head frame, rigid fixing OK
Clearance
≥0.5 m walkway under line; ≥2.2 m if forklifts cross
0.4–0.6 m service space around frame for belt swap/clean-out
4. Operation & maintenance
Item
Ceiling-suspended
Floor-mounted
Belt wander
Very sensitive to unequal hanger length or slab vibration; re-check hanger forces every two weeks
Good rigidity, low wander; routine visual check enough
Cleaning/lube
Need mobile platform to reach idlers & grease; +30 % labour
All reachable from floor, large service window
Extension/re-location
Unhook and lower entire line, fast; new plant must re-check roof load
Must cut anchor bolts, floor holes left; slightly more work
3. Heavy load (>50 kg/m), high incline (>15°), high power (>3 kW)
Floor
4. Retrofit of old building with pre-cast hollow core slab
Floor
5. Frequent forklift / AGV traffic under line
Ceiling (clear ≥2.2 m)
Conclusion
First check roof load—if insufficient, go floor-mounted.
“Hanging” is not just saving floor space; it transfers load to the roof and adds extra steps for vibration control, levelling and maintenance access.
For the same belt width & speed, ceiling suspension costs 15–25 % more, but gives clear floor and flexible layout—ideal for clean rooms, high-changeover lines or mixed traffic areas.
Score the four factors—civil condition, load, budget and maintenance resource—and the choice between “hang” or “stand” becomes straightforward.
Standard Operating Procedure (SOP)DC Fast-Charging Pile (DC Charging Station) Assembly Process 1. Scope Applicable to the series production of integrated DC fast-charging piles rated 30 kW – 360 kW. 2. Process Flow & Operating Steps Step Operation Working Instructions & Standards Key Control Points Tools / Equipment 01 Incoming QC Check BOM, verify enclosure, power…
الأنواع المعلقة تنقل الحمل من الأرض إلى السقف، فتتطلب سقفًا بقدرة ≥2.5 ك ن/م²، معوّقات اهتزاز وتسوية دورية، توفر أرضية خالية لغرف نظيفة أو مرور رافعات، لكنها ترفع الكلفة ١٥–٢٥٪. الأرضية تُثبَّت بأرض ٥٠٠ كغ/م²، تتحمل أحمالًا أكبر، تسويتها بسيطة وصيانتها من سطح الأرض، لكنها تشغل مساحة وتترك ثقوبًا عند النقل. اختر التعليق فقط إذا…
The modular free flow chain conveyor system utilizes a differential chain mechanism enabling pallets to travel at double the chain speed, ensuring efficient and flexible material handling. Featuring standardized aluminum or steel construction, variable-frequency drive systems, and configurable load capacities from 10kg to 1000kg per station, it supports diverse industrial applications including electronics assembly, automotive…
Passenger-car final-assembly slat conveyors are built in steel or plastic versions 600-3500 mm wide, 50-300 m long, driven by geared AC motors with VFDs giving 0.5-30 m/min stepless speed and ±30 mm stop accuracy. Plastic slats are lighter, quieter and support 30 JPH takt, while steel handles heavier loads. Lines are divided into interior, chassis…
Pneumatic Transfer Lifting Table for Upper and Lower Layer Conveying in Assembly Lines: Structure, Working Principle and Application The pneumatic transfer lifting table is a core non-standard automated auxiliary component for the connection of upper and lower layers of assembly/conveying lines. It relies on pneumatic power to achieve vertical lifting of the worktable surface, and…
A moving assembly line boosts e-scooter productivity and quality by splitting the vehicle into short, standardized, error-proofed stations. One-time fixture and AGV pull cut handling 90 % and line-side inventory to 4 h; parallel sub-assembly balances work at 93 % and halves takt to 45 s. Servo spindles with real-time torque curves lift first-time yield…