
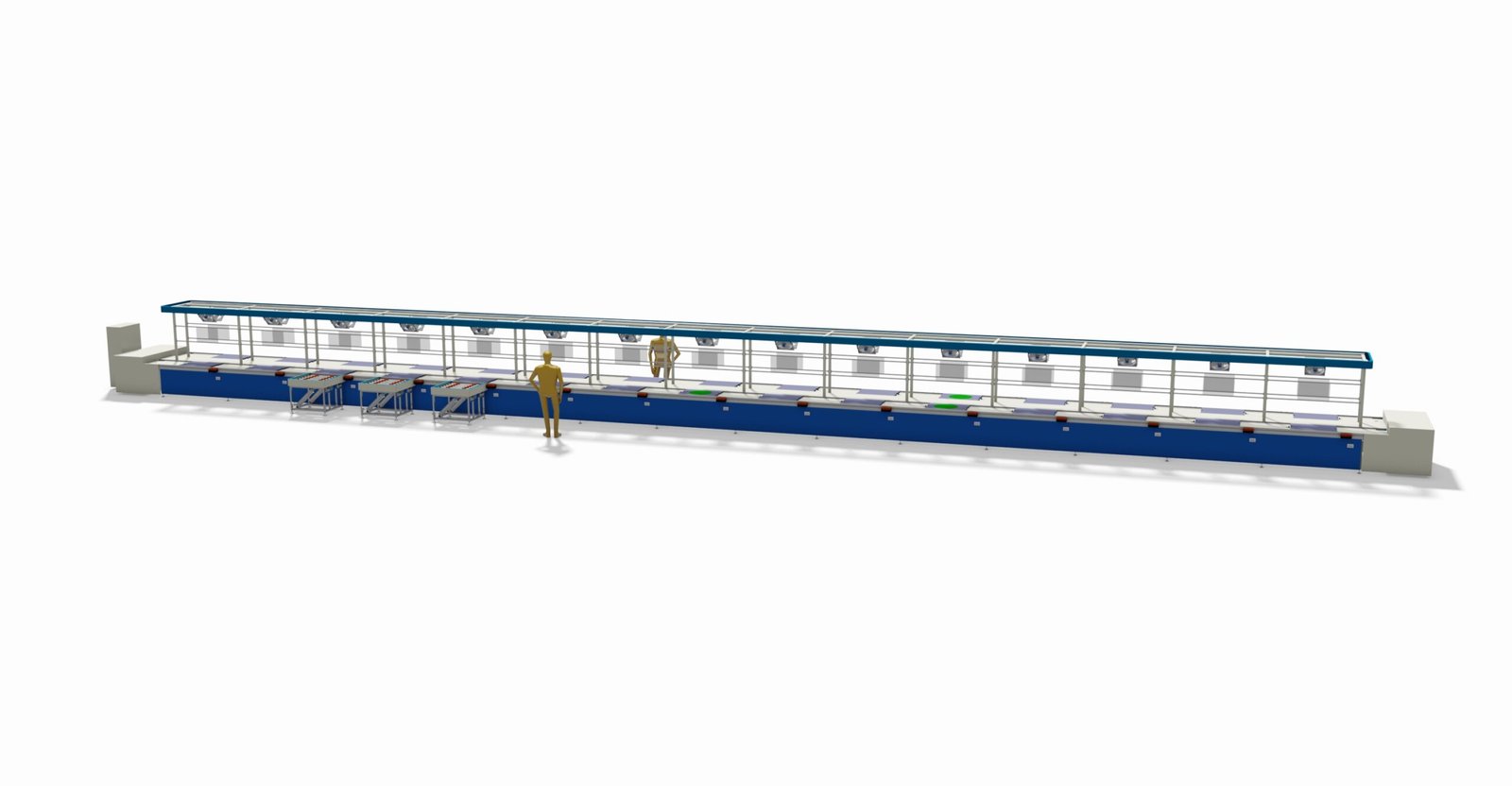
Horizontal-Circulating Double-Speed Chain Assembly Line
(also called free-flow pallet conveyor loop)
1. Working principle
- Speed-multiplication effect
The chain rollers have two diameters: the outer one runs on the guide rail, the inner one carries the pallet. Because of the diameter difference the pallet moves 2–3 × faster than the chain itself—hence “double-speed chain”. - Horizontal loop return
The conveyor is arranged as an “upper/lower” or “left/right” closed loop. After the assembly operations the empty pallet is transferred back to the start by a lift or cross-transfer unit, so no manual handling is required. - Flexible pacing
Each station can be fitted with an independent stopper: pallet “stops – positions – lifts – assembles – releases”. This allows multi-model and variable-tact production; pallets can also accumulate for buffering and parallel working.
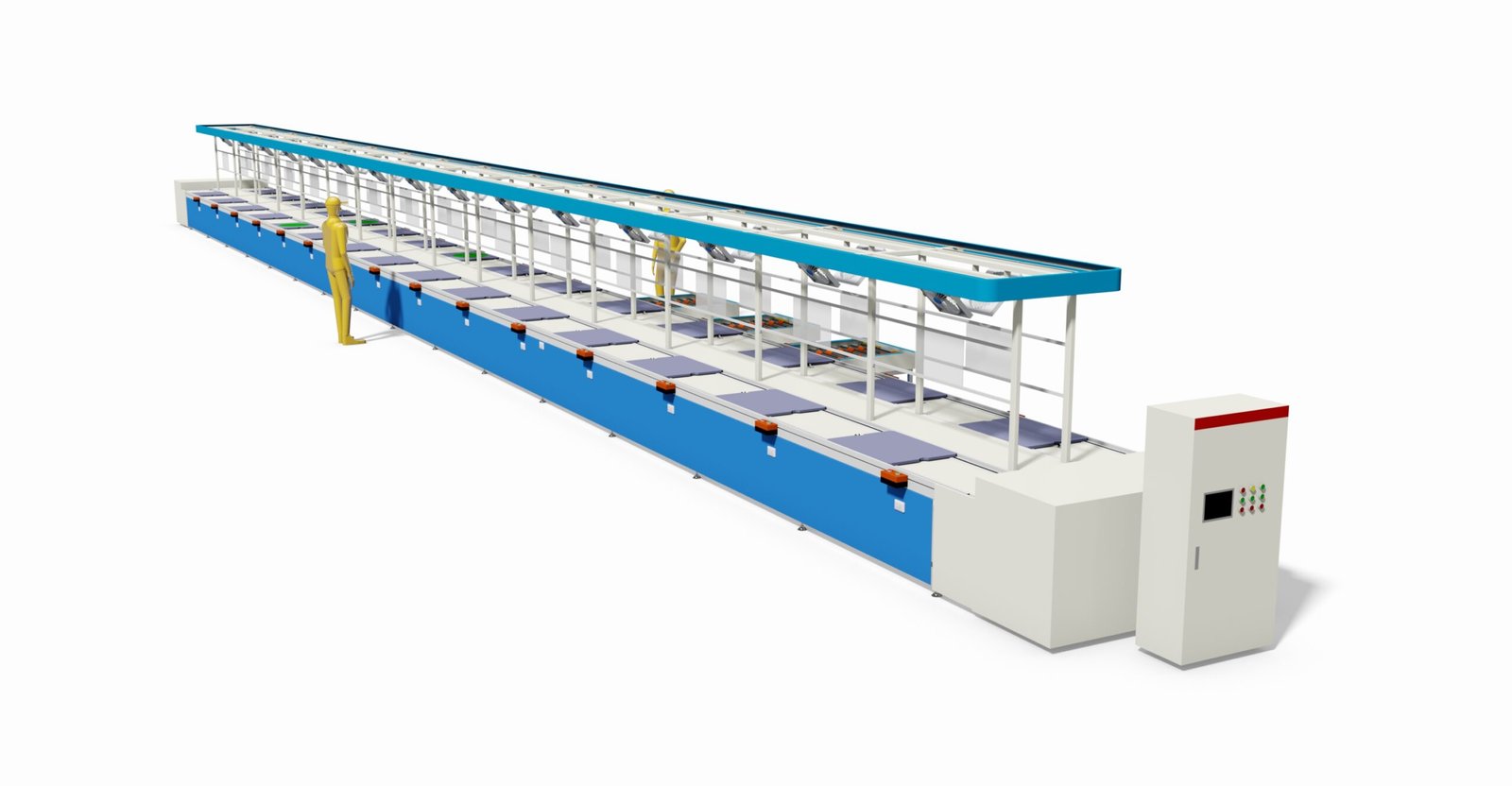
2. Typical construction & data
| Module | Function | Usual range |
|---|---|---|
| Frame | Extruded aluminium guide, light and modular | Width 250–900 mm, height 500–1000 mm |
| Chain | 2.5× or 3× speed differential, steel or plastic rollers | Pitch ½″, ¾″; single drive up to 30–40 m |
| Drive | 0.75–2.2 kW gear-motor + sprocket, VFD speed control | 2–20 m min⁻¹ |
| Pallet | Steel, plastic or plywood; may carry bus-bars, locating pins | 800×600 mm, 1000×800 mm… |
| Lift/Transfer | Hydraulic or servo lift, cross-transfer, 90°/180° turn | Stroke 400–1200 mm, load 50–500 kg |
| Station devices | Stopper cylinder, lift table, LED work instruction, scanner, test rig | Tact 8–60 s adjustable |
3. Key advantages
- High throughput: up to 20 m min⁻¹, 10–30 stations per line, 1 000–3 000 pcs day⁻¹.
- Quick change-over: swap pallet & program only; stations can be added/removed anywhere.
- Low wear, low maintenance: rolling contact, chain enclosed in aluminium slot, 2–3 year life without major service.
- Information interface: pallets can be powered; RFID/bar-code links assembly data, torque curves and test results to each product for full traceability.
4. Typical applications
- New-energy: drive motor, battery module, inverter assembly
- Automotive: engine, gearbox, oil-pump, valve body lines
- HVAC: compressor final assembly
- 3C: notebook, mobile phone main assembly & sub-assembly
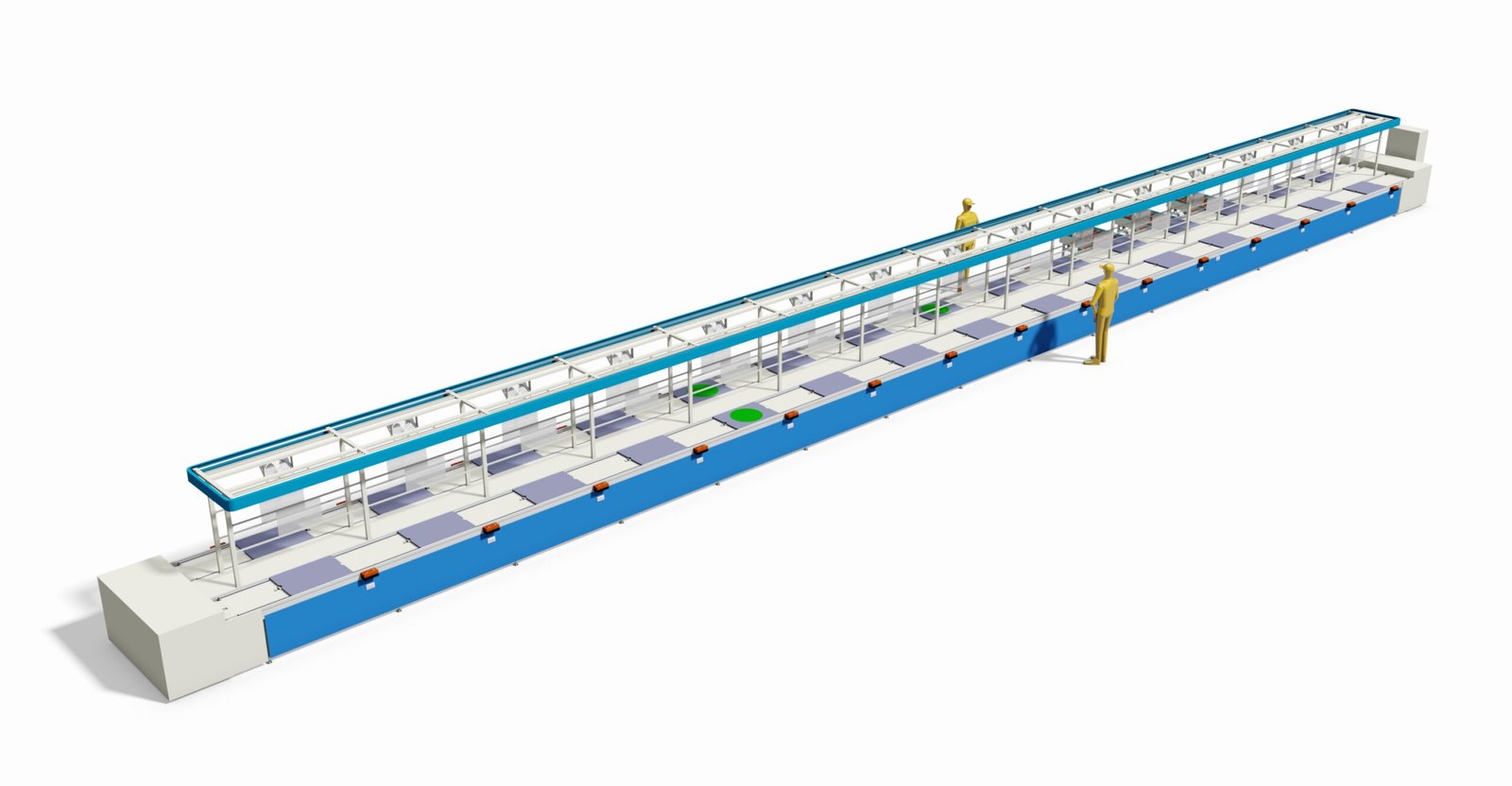
5. Selection & layout hints
- Define tact first: derive number of stations and chain speed from required output; 2.5× speed is enough for most cases, 3× for precision/high-speed.
- Choose return method:
- Long & narrow shop-floor → “I” shape two-level with lift return;
- Square floor → “O” shape horizontal loop, maintenance aisle in the centre.
- Pallet width = frame width + 5 mm to avoid jamming; chain sag ≤ 2 % of centre distance, tension on both sides.
- Select motor power with 15 % margin over full-load calculation.
6. Maintenance & efficiency upgrade
- Check chain tension and roller wear monthly; add high-temp lithium grease every quarter.
- Use electronic kanban to adjust tact dynamically; add parallel machines or twin-pallet buffers at bottleneck stations.
- Interface with AGVs/robots for automatic loading/unloading—can cut manual intervention by > 30 %.
In short, the horizontal-circulating double-speed chain line combines high speed, flexibility, low wear and built-in data capability, making it the mainstream conveyor platform for multi-station precision assembly and smart manufacturing.