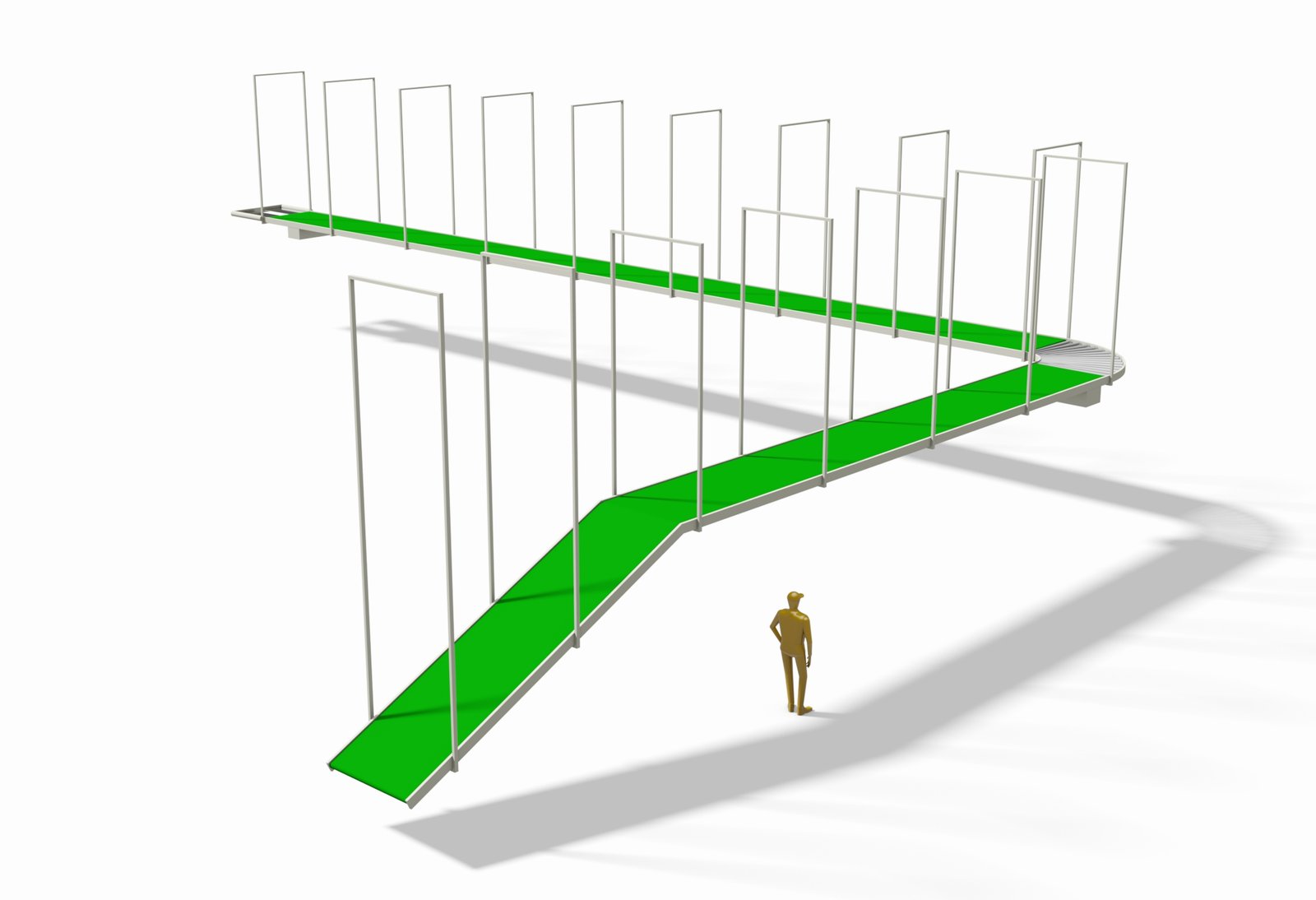
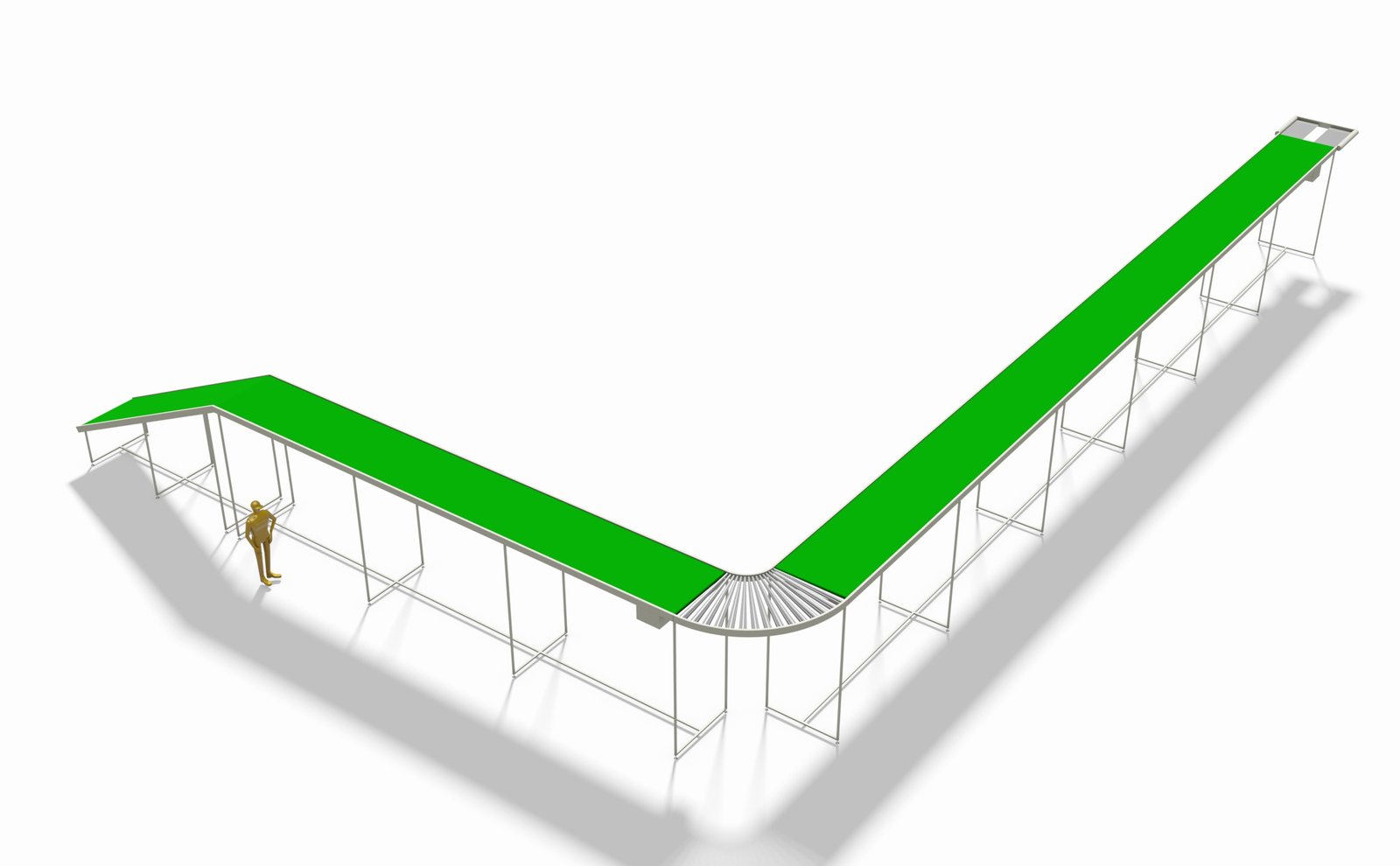
Ceiling-mounted and floor-mounted belt conveyor lines
Ceiling-mounted belt conveyors turn floor loading into roof loading and need slab-load approval, anti-vibration hangers and frequent levelling checks, giving clear floors for clean rooms or forklift traffic but raising installation and maintenance cost 15–25 %. Floor-mounted lines anchor to 500 kg/m² concrete, allow heavier loads, simpler levelling and ground-level servicing, but occupy floor space and leave bolt scars when relocated. Choose suspended only if roof capacity ≥2.5 kN/m², clearance ≥2.2 m and frequent under-traffic is required; otherwise floor type is cheaper and sturdier.
1. Key design differences
Item
Ceiling-suspended (top-hung)
Floor-mounted
Civil data required
Roof-slab load report (≥2.5 kN/m² is common); pre-embedded steel beams or special hanger points for spans >6 m
Only ground uniform load check; ordinary industrial floor (500 kg/m²) is enough for light/medium duty
Centre-line control
Use laser plumb to transfer roof marks to floor, keep ±2 mm
Direct chalk line on floor; ±1 mm is easy
Take-up location
Usually gravity take-up + tail pulley hung under the line; reserve 0.8–1.2 m drop for weight travel
Screw, carriage or gravity take-up possible; space flexible, not limited by roof height
Anti-vibration
Damped hanger rods or spring isolators mandatory to keep start-up shock away from slab (especially >6 m/min)
Only needed if line stands on steel mezzanine; concrete floor can take direct anchor bolts
2. Structure & load
Item
Ceiling-suspended
Floor-mounted
Main frame
Twin channel or aluminium truss; ∅12–16 mm wire rope or threaded rod every 1.5–2 m; continuous beam for spans >4 m to reduce sag
40×40, 40×80 aluminium profile or 50×50 square legs, post spacing 1–1.5 m
Rated load
Single hanger ≤200 kg typical; heavier loads need external floor-mounted drive platform
Single leg 500–1 000 kg common; swap to 80×80 steel legs for heavy duty
Deflection limit
L/500 under full load (L = hanger spacing) to avoid belt wander
L/1 000 for steel legs, easier target
3. Erection
Item
Ceiling-suspended
Floor-mounted
Setting-out sequence
1. mark centre on slab → 2. install hanger plates → 3. level reference wire → 4. assemble truss on floor → 5. lift & level whole bay
1. mark floor centre → 2. build first frame section → 3. add sections → 4. level complete line
Levelling method
Double-nut + washers on hanger rods; check every bay with level, height diff. ≤2 mm
Foot plates or jack-bolts; ≤1 mm/m, quick
Drive mounting
Side-mount on slab or post to isolate vibration; independent floor bracket if motor >2.2 kW
Direct on head frame, rigid fixing OK
Clearance
≥0.5 m walkway under line; ≥2.2 m if forklifts cross
0.4–0.6 m service space around frame for belt swap/clean-out
4. Operation & maintenance
Item
Ceiling-suspended
Floor-mounted
Belt wander
Very sensitive to unequal hanger length or slab vibration; re-check hanger forces every two weeks
Good rigidity, low wander; routine visual check enough
Cleaning/lube
Need mobile platform to reach idlers & grease; +30 % labour
All reachable from floor, large service window
Extension/re-location
Unhook and lower entire line, fast; new plant must re-check roof load
Must cut anchor bolts, floor holes left; slightly more work
3. Heavy load (>50 kg/m), high incline (>15°), high power (>3 kW)
Floor
4. Retrofit of old building with pre-cast hollow core slab
Floor
5. Frequent forklift / AGV traffic under line
Ceiling (clear ≥2.2 m)
Conclusion
First check roof load—if insufficient, go floor-mounted.
“Hanging” is not just saving floor space; it transfers load to the roof and adds extra steps for vibration control, levelling and maintenance access.
For the same belt width & speed, ceiling suspension costs 15–25 % more, but gives clear floor and flexible layout—ideal for clean rooms, high-changeover lines or mixed traffic areas.
Score the four factors—civil condition, load, budget and maintenance resource—and the choice between “hang” or “stand” becomes straightforward.
Roller conveyors are essential for packaging lines, handling cartons, pallets and bags in processes like sealing, labeling and palletizing, boasting stable conveyance and flexible equipment docking. Modular in structure, they include frames, rollers, auxiliaries and a power system (for powered models), with variants by power (non-powered/powered), layout and load capacity. Key parameters cover roller specs,…
Automotive, logistics, appliance and paint plants each rely on three proven conveyors. Cars use power-and-free or ring-guided skids for 0.5-2 t bodies with ±2 mm accuracy. High-speed roller lines with pop-up wheel sorters move 6-8 k cartons per hour in modern DCs. Appliance assembly favours twin-deck speed-chain or triple-belt loops that return empty fixtures on-line…
✅ نقاط اختيار وتصميم المعدات ✅ ملاحظات التركيب والتشييد ✅ متطلبات السلامة والمعايير ✅ أمثلة التطبيق ✅ خلاصة وتوصية بالنسبة لخطوط النقل الصاعدة من الخارج إلى الداخل، النقل الوظيفي ليس كافيًا — التكيف البيئي والسلامة أمران حاسمان. أثناء مرحلة التصميم، فكّر تمامًا في:
To integrate a welding robot with an automated tilting fixture, first calculate the robot payload (≥1.2× gun + wire + fixture) and reach (≥half part length + 200 mm). Size the positioner torque T = 1.5–2×(m g rG + J α), keep inertia ratio ≤5 and deflection ≤L/1000. Link both via EtherCAT for 7-axis coordinated…
Industrial robots, conveyor lines and assembly lines are the core components of modern automated manufacturing systems, with distinct roles and close collaboration. Industrial robots are programmable devices for precise tasks like welding and assembly, while conveyor lines act as logistics links for continuous material transportation. Assembly lines integrate both into systematic production platforms, coordinating processes…
Reasonable Takt Time is crucial for production line efficiency, ensuring that the production pace of each workstation matches customer demand, thereby reducing waiting and idle times. It also helps balance the workload, preventing workstations from being overloaded or underutilized, and decreases work-in-progress inventory as production synchronizes with demand. Moreover, a stable production rhythm contributes to…