I. Complete Motorcycle Parts List (classified by system; covers ≥ 95 % of mass‐production models)
- Power-train
1.1 Engine assembly (cylinder block, cylinder head, crankcase)
1.2 Valve train (camshaft, valves, valve springs, rocker arms, timing chain / gears)
1.3 Crank & connecting-rod mechanism (crankshaft, con-rod, piston, piston rings, piston pin, shell bearings)
1.4 Lubrication system (oil pump, oil filter, oil cooler, dip-stick, oil galleries)
1.5 Cooling system (cooling fins / water jacket, water pump, thermostat, expansion tank, fan)
1.6 Fuel supply (throttle body / carburettor, fuel injector, fuel pump, fuel filter, carbon canister)
1.7 Intake & exhaust (air-cleaner assy, intake duct, exhaust pipe, catalyser, silencer)
1.8 Ignition system (magneto, ignition coil, HT coil, spark plug, ECU / CDI)
1.9 Electric start (starter motor, overrunning clutch, starter gear, relay) - Clutch & transmission
2.1 Clutch (wet / dry clutch assy, pressure plate, friction discs, release bearing)
2.2 Gearbox (main shaft, counter shaft, shift fork, shift drum, gear pairs)
2.3 Final drive (chain + sprockets, or belt + pulleys, or shaft + bevel gears) - Frame & running gear
3.1 Frame assy (main frame, sub-frame, rear frame, steering head, gusset plates)
3.2 Front suspension (shock absorber + upper triple clamp + lower triple clamp + fork slider + front fender)
3.3 Rear suspension (centre / side shock absorber, swing-arm, chain case, bearing bushes)
3.4 Rims & tyres (cast / wire-spoke rims, tube / tube-less tyre, valve core)
3.5 Brake system (disc: disc, calliper, master cylinder, hose; drum: brake drum, brake shoe, cable; ABS modulator, tone ring, wheel-speed sensor) - Control & bodywork
4.1 Steering (upper triple clamp, lower triple clamp, steering stem, handlebar / clip-on, bearings)
4.2 Controls (throttle grip, clutch lever, front brake lever, rear brake pedal, shift lever)
4.3 Bodywork (front / rear fenders, fuel tank shell, side covers, seat, tail cowl) - Electrical & instrumentation
5.1 Power supply (lead-acid / Li-ion battery, fuse box, main harness)
5.2 Lighting (headlamp, tail lamp, turn signals, licence-plate lamp, LED driver)
5.3 Meter (mechanical or LCD meter, tachometer cable, speed sensor, warning lamps)
5.4 Wiring (main & sub looms, connectors, waterproof seals, cable ties) - Accessories
6.1 Main / side stand (with spring, stopper plate, rubber pad)
6.2 Luggage rack, footrests, anti-theft lock, USB port, OBD diagnostic port
6.3 Tool kit, reflectors, labels, VIN stamping bracket
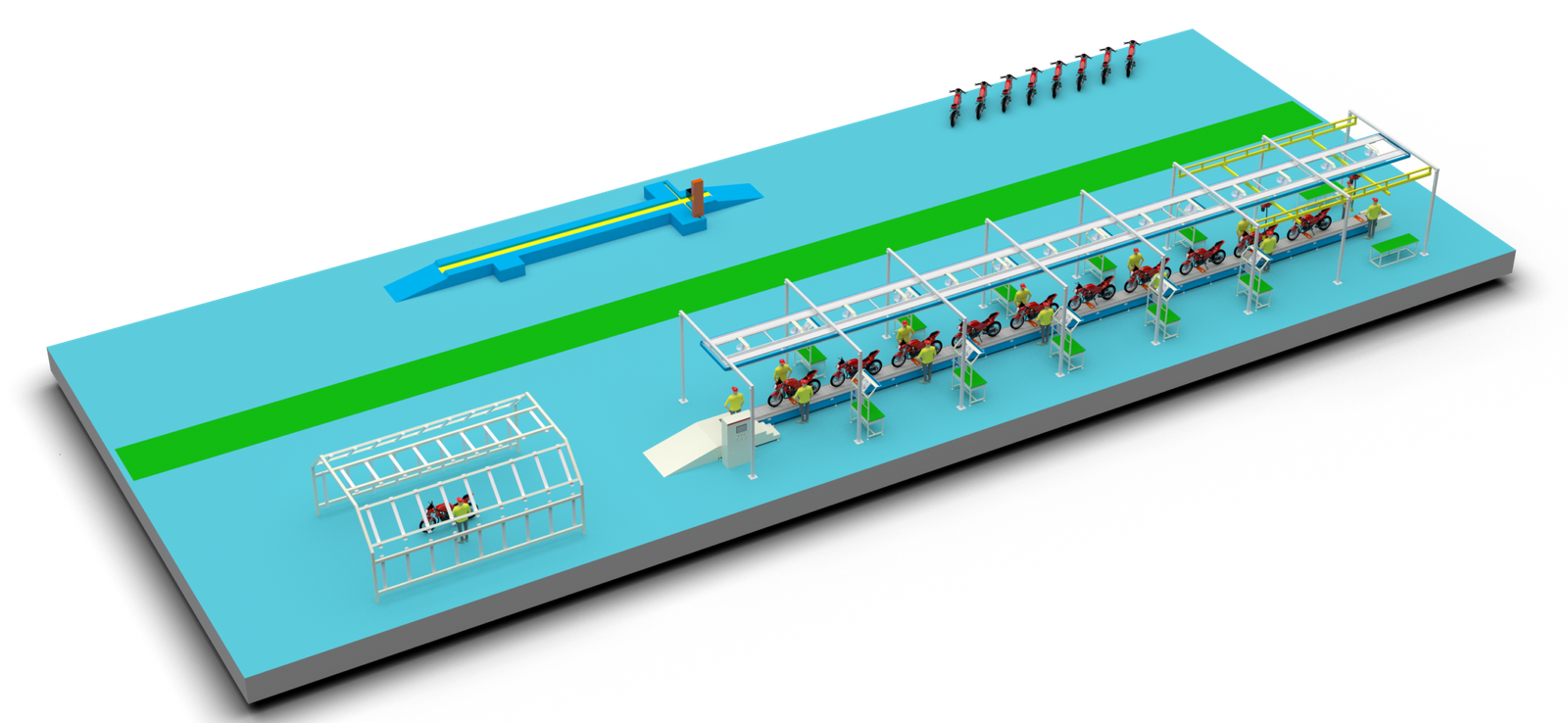
II. Typical main-line assembly process used by China’s leading motorcycle plants (takt time 90–120 s; based on DJM, Zongshen, Loncin lines)
Stage 0 Incoming inspection
- 100 % barcode scan for engine, frame, plastic parts, electrical parts;
- 5 % torque-critical parts (wheel bolts, engine hanger bolts) checked for hardness / spectrometry.
Stage 1 Frame on-line (Station 1)
a) Transfer frame from AGV to conveyor hanger;
b) Laser-engrave VIN, depth ≥ 0.2 mm;
c) Fit main & side stands, torque 22 N·m.
Stage 2 Engine pre-assembly (parallel sub-line, Stn 2–3)
a) Mount air-cleaner, carb / throttle body, front exhaust pipe;
b) Connect throttle cable, dip-stick, canister vacuum hose;
c) 100 % air-tight test 0.5 bar, leak ≤ 5 kPa in 30 s.
Stage 3 Engine-to-frame marriage (Station 4)
a) Servo press aligns locating dowels;
b) 4 hanger bolts tightened in sequence: pre-torque 30 N·m → final 55 N·m + 60° angle;
c) Automatic gun uploads data to MES;
d) Fit swing-arm & rear shock, leave chain sprocket loose.
Stage 4 Front & rear wheel / brake modules (Stations 5–6)
a) Front: press bearings & oil seal, mount brake disc (18 N·m), auto-inflate to 220 kPa;
b) Rear: fit drive sprocket, brake drum / disc, pre-tension chain (20–25 mm sag);
c) ABS tone ring hot-pressed at 110 °C, run-out ≤ 0.1 mm.
Stage 5 Fuel, cooling, wiring lay-out (Station 7)
a) Mount tank, fuel pump, canister; quick-connect “click” noise & leak test;
b) Fill cooling circuit: water → vacuum −0.8 bar → coolant, hold 60 s;
c) Route main harness along frame clips, corrugated tube protection, tie-wrap pitch ≤ 150 mm.
Stage 6 Meter & lighting / battery (Station 8)
a) Meter connector Poka-Yoke; on-line check CAN termination 120 Ω;
b) Headlamp aim: high-beam centre height 0.7 H, left/right ≤ 4 cm / 10 m;
c) Battery 12.6 V static, CCA test; reverse-polarity alarm.
Stage 7 Body panels (Station 9)
a) Side covers, seat, tank shell: mixed clip + bolt; bolt thread-locked 242;
b) Gap ≤ 1 mm, flushness ≤ 0.5 mm; 100 % AI photo check;
c) Rear cowl & fender one-shot fastening, licence & tail-lamp fitted.
Stage 8 First fill & fire-up (Station 10)
a) ECU flash VIN, immobiliser pairing;
b) Add 3 L RON 92 petrol; pump build 350 kPa, hold 30 s no leak;
c) Cold start ≤ 3 s; idle 1350 ± 50 r min⁻¹; OBD readiness.
Stage 9 End-of-line test (roller bench)
- Speedo 40 km/h error ≤ +6 %;
- Brake 30 km ≥ 4.5 kN, L/R difference ≤ 15 %;
- ABS 40 km coast, wheel-speed deviation ≤ 2 %;
- Headlamp intensity ≥ 18 000 cd;
- Noise 75 dB(A) @ 3 750 r min⁻¹.
Stage 10 Road test & final inspection
- 2 km factory loop, 1→5→1 full-throttle no false neutral, no abnormal noise;
- 25° lean fuel-tight;
- 5 min rain test 15 mm min⁻¹, insulation ≥ 1 MΩ;
- Affix CCC, emission, fuel-consumption labels; crate for warehouse.

I. Common motorcycle frame structures (classified by load-bearing concept)
- Single-backbone
One main tube runs from steering head to swing-arm pivot; engine hangs below. Cheap and simple, used on 125-150 cc commuter bikes (Haojue, Wuyang) → ~60 % of China’s market. - Cradle / Semi-cradle
Twin lower tubes “cradle” the engine, better longitudinal stiffness; favourite for 250-400 cc standard bikes and cruisers. - Diamond
Lower tubes flare out, then tuck in again to form a closed “diamond”; high lateral rigidity, standard on 600 cc+ street and sport bikes. - Steel-trellis
Small-diameter tubes welded into triangulated web; lowest weight, but high welding mileage and tight robot-path accuracy required (CFMOTO NK series, KTM). - Twin-spar (aluminium)
One-piece cast or riveted side spars; engine is a stressed member. Used on racing and super-sport machines; only DJM, CFMOTO and QJM have volume lines in China. - Under-bone
Down-bent tube + sheet-metal floor, fuel tank in front, flip-up seat; 110-125 cc convenience bikes (Haojue UCR, Jianshe JS) popular for easy step-through and cargo space.
—The six types above are the BOM master key used by every Chinese OEM .
II. Quick map: model category vs. structure
| Category | Typical displacement | Main frame | Engine format | Final drive | China share |
|---|---|---|---|---|---|
| Standard street | 125-250 cc | Single-backbone / semi-cradle | Air-cooled single | Chain | ≈ 45 % |
| Under-bone | 110-125 cc | Under-bone | Air-cooled single | Chain | ≈ 20 % |
| Scooter | 125-350 cc | Under-bone + stamped floor | Air / liquid-cooled single | Belt + CVT | ≈ 25 % |
| Sport / Replica | 300-1000 cc | Diamond / Twin-spar | Liquid-cooled 2 / 4-cyl | Chain | ≈ 5 % |
| ADV / Cruiser | 500-1200 cc | Trellis + Alu sub | Liquid-cooled twin | Shaft / Chain | ≈ 3 % |
| Electric 2-wheel | 0.8-8 kW | Extruded Alu + die-cast | Hub motor | Direct | Fast growing |
III. How the structure changes the assembly line
- Frame loading method
• Single-backbone / under-bone: tube mass 6-9 kg, manual + assist arm, takt ≤ 90 s.
• Twin-spar / diamond: Alu frame 12-16 kg, needs L-type powered hoist with auto-centering and AGV lift; takt 120-150 s . - Engine docking strategy
• Small air-cooled (≤250 cc): off-line sub-assembly → whole-unit drop-in, 28-35 kg, manual hook sufficient.
• Large liquid-cooled: cylinder & head shipped separately; on-line marriage first, then hanger install. Servo press + two-step tightening (55 N·m + 60°) and coolant hose connect become the takt bottleneck . - Swing-arm & final drive
• Chain: pre-hang chain + adjuster; on-line chain-sag gauge station.
• Belt-CVT: scooter only; primary & secondary pulleys + belt pre-pressed in sub-line, then pushed in as cartridge—no oil, but extra belt-tension check.
• Shaft: cruiser / ADV; final drive casing heavy (~9 kg), needs hydraulic assist arm and engine-output flange alignment ≤ 0.2 mm. - Brake / ABS delta
• Small drum: simple, only brake-lever free-play adjustment.
• Large dual-disc + ABS: need on-line run-out & sensor-gap check; extra “ABS roller” station lengthens takt ~25 % . - Body-panel & cosmetic takt
• Standard bike: 5-7 plastic pieces, manual clip + bolt; AI vision checks gap ≤ 1 mm.
• Scooter: one-piece apron + front shield; skeleton must be dressed first, then panels snapped on. Because cable routing room is tight, a 90° body flipper is added.
• Sport-fairing: many pieces, tight flush; 30 battery nut-runners fire simultaneously and upload data to MES to prevent missing screws . - End-of-line configuration
All structures share roller, brake-force, lighting, noise tests, but:
• Liquid-cooled big-bore needs extra “radiator-fan full-speed” cycle to verify 105 °C thermostat opening.
• Electric versions drop idle emission but add “insulation ≥ 20 MΩ” and “BMS DTC read” stations . - Line-flex design
Leading Chinese plants run mixed-model on one AGV pallet line by “quick-change jig + recipe switch”:
• DJM Jiangmen base: single-backbone / diamond / twin-spar tri-mix; takt delta absorbed by “dynamic buffer”.
• Zongshen Chongqing line: standard + scooter mixed; frame width span 220 mm, fixture electrically adjusts in 0.8 s.
• Loncin VOGE line: ICE + EV mixed; battery pack lift interface reserved, change-over < 5 min.
Conclusion
1) Frame style fixes the three key factors—mass, stiffness, package space—which in turn dictate loading method, tightening class and inspection depth.
2) Top-tier Chinese factories universally adopt “AGV + quick-change fixture + battery nut-runner” flexible main lines; 8-12 adjustable stations can cover the full spectrum from under-bone small-cc to litre-class sport bikes, while takt differences are balanced by “dynamic buffer + parallel sub-lines”.
3) Electrification adds insulation, BMS and battery-box insertion processes, yet still keeps the original cradle / twin-spar architecture, so upgrading an existing line remains cost-effective .