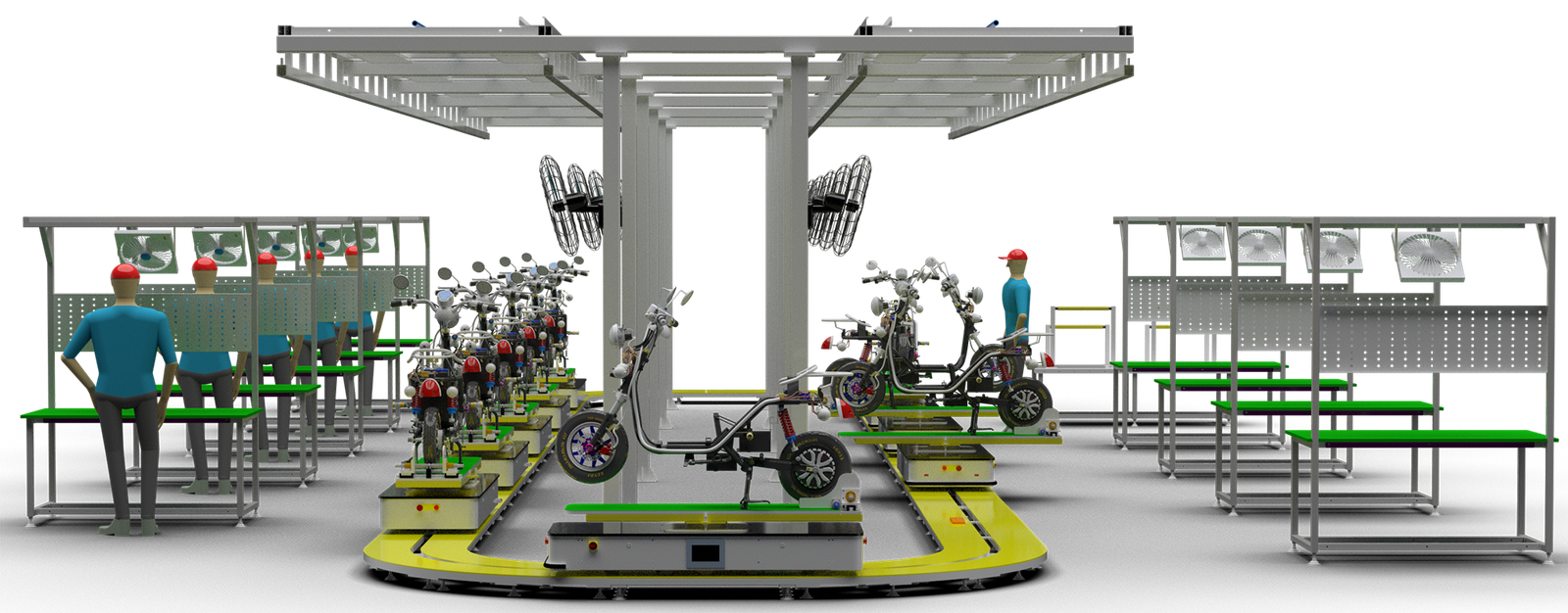
The circular track RGV two-wheeled scooter assembly line is an automated, circulating flexible assembly production line designed for the mass production of electric two-wheeled scooters. Relying on the closed-loop circular track system and RGV track shuttle trolleys as the core carriers for material bearing and station circulation, it replaces traditional linear conveying lines and realizes the full-process continuous cyclic operation of two-wheeled scooters from component pre-assembly, main body assembly, component integration, commissioning and inspection to finished product offline. Featuring compact station layout, no backtracking waste in moving lines, balanced production rhythm and compatibility with mixed production of multiple specification models, it is widely applied in small, medium and large-scale two-wheeled scooter manufacturing workshops.
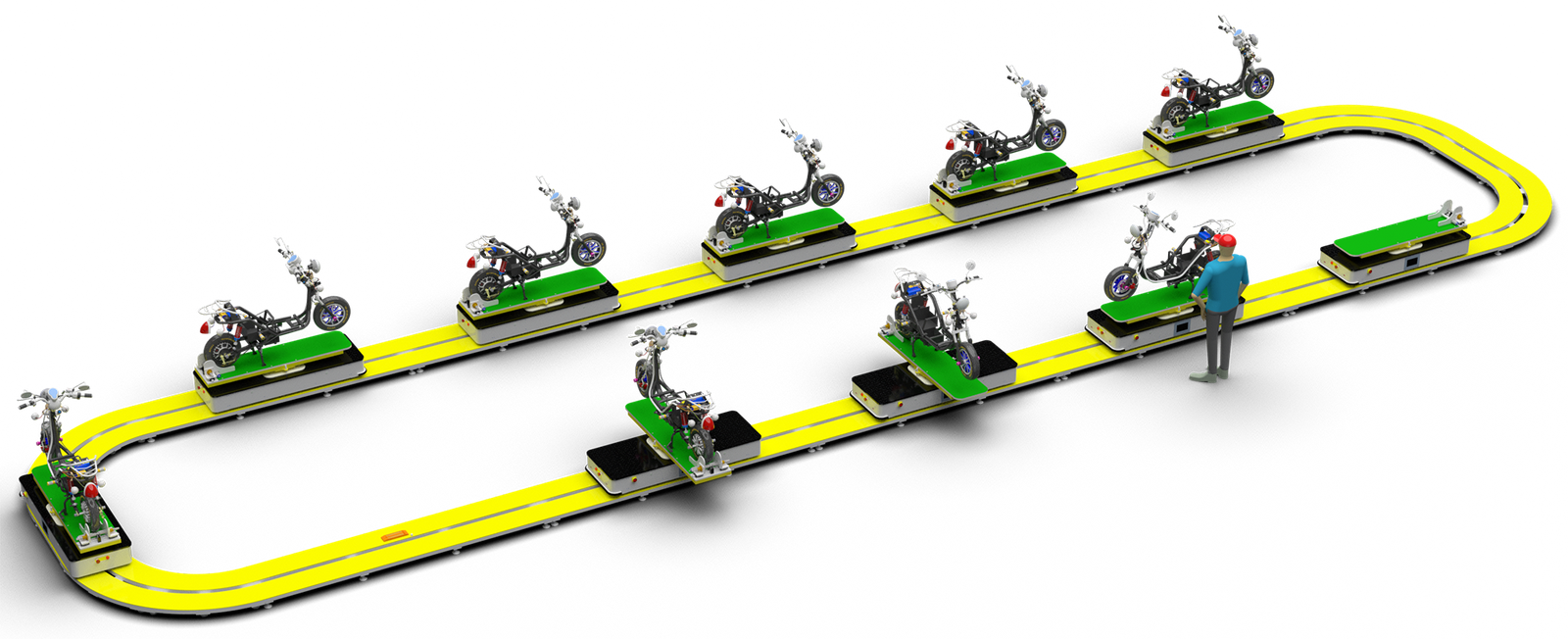
The entire assembly line adopts a closed-loop heavy-duty industrial circular track as the basic framework. The track is custom-processed from wear-resistant alloy steel with anti-rust and anti-deformation treatments. It presents a regular elliptical closed-loop structure without breakpoints or unidirectional limit, enabling RGV trolleys to perform continuous unidirectional circulating operation or bidirectional speed-adjustable reciprocating operation along the track. According to the assembly process requirements, the track is evenly divided into multiple standardized working stations, including component feeding station, frame pre-assembly station, power system assembly station, body accessory installation station, wiring and cabling station, vehicle commissioning station, quality inspection station, as well as finished product offline and empty trolley return station. All stations are spaced uniformly to match the standardized production rhythm.
The core conveying unit of the production line consists of multiple synchronously operated special assembly RGV two-wheeled bearing trolleys. Adopting a lightweight and high-strength frame structure, the trolleys are suitable for fixed-point positioning and clamping of two-wheeled scooter frames. Equipped with adjustable special tooling fixtures, they can quickly position and lock scooter frames of different wheelbases and models, ensuring no offset or shaking of the frame during assembly and meeting the precision assembly requirements for screw locking, component docking and wiring installation. Each RGV trolley is independently equipped with a drive motor, wheel set, guiding and positioning device and intelligent sensing module for accurate traveling along the circular track. Controlled by the PLC central control system, the trolleys can achieve uniform-speed traveling, precise station docking and synchronous start-stop with the production rhythm, with controllable station positioning accuracy to avoid circulation misalignment and station offset.
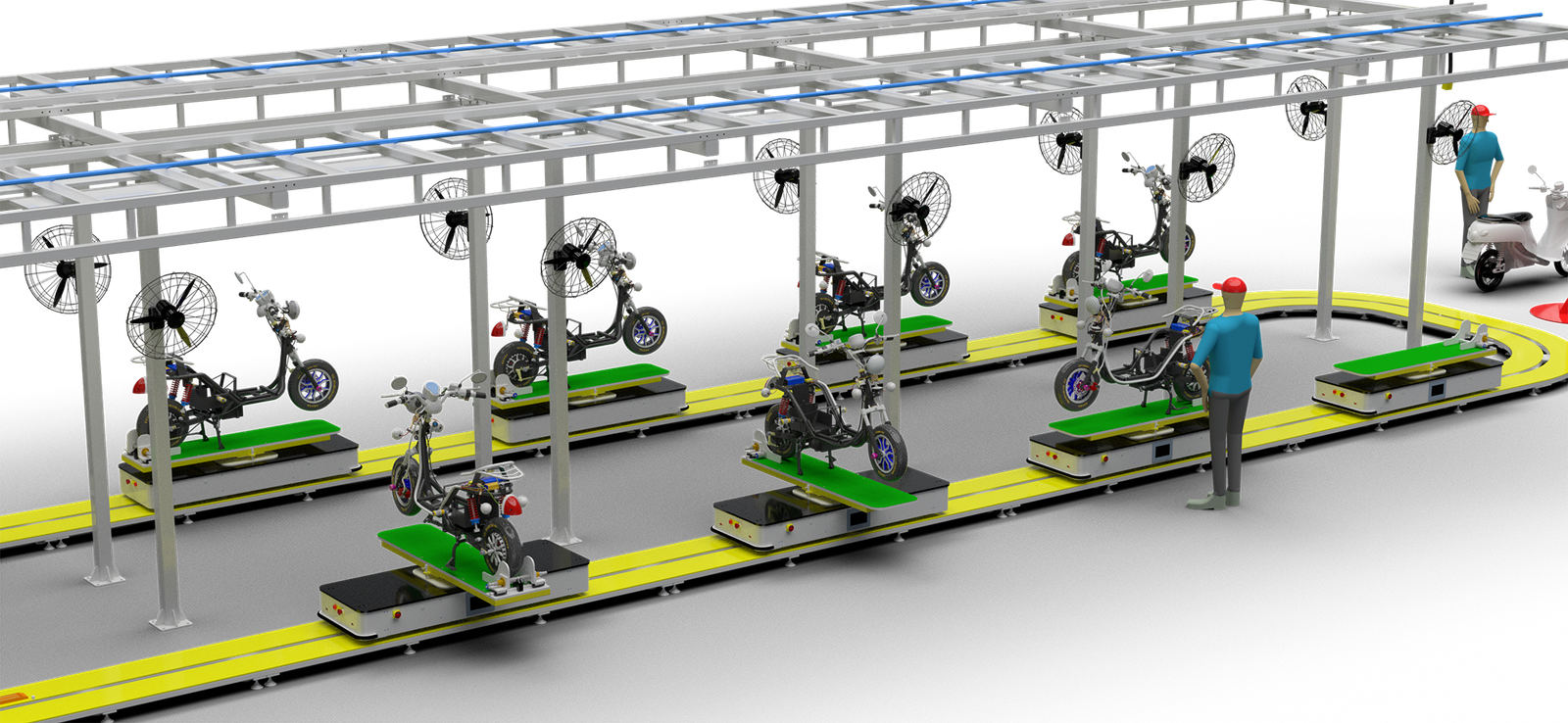
The production operation adopts a cyclic circulation and follow-up assembly mode. Empty RGV trolleys return from the finished product offline station to the initial feeding station. After the to-be-assembled scooter frame is fed and positioned manually or by automatic machinery, the trolley travels at a constant speed following the rhythm of the circular track and passes through each assembly station in sequence. Operators at each station complete corresponding process operations synchronously with the moving RGV tooling trolleys: the front stations finish frame reinforcement, shock absorption and front/rear wheel bracket pre-assembly; the core middle stations complete the assembly of core power and control systems including motors, battery compartments, controllers, wire harnesses, brake systems and steering systems; the rear stations undertake the installation of exterior accessories such as vehicle body shells, seat cushions, lamps and meters.
After the completion of vehicle structural assembly, the RGV trolley carrying the finished vehicle enters the intelligent commissioning and quality inspection station at the end of the circular line to conduct sequential power-on detection, braking performance test, light and circuit detection, motor operation commissioning, vehicle tightness test and appearance quality inspection. Qualified finished products flow to the offline station along the track for unloading, stacking and warehousing by manipulators or workers. Unqualified products stop at the reserved rework station in the line for modification and then re-enter the quality inspection process. Empty RGV trolleys after finished product unloading continue to circulate along the circular track without return backtracking and finally return to the initial feeding end of the production line, forming an uninterrupted closed-loop production cycle. This thoroughly eliminates the problems of empty return stroke and idle moving lines of traditional linear assembly lines, and greatly improves site utilization and production efficiency.
The complete circular RGV assembly line is equipped with a full set of supporting intelligent auxiliary systems, including station call system, material shortage early warning system, RGV operation monitoring system and production rhythm regulation system. It can real-timely monitor trolley operating status, station operation progress and production output data, and support flexible production modes such as manual fine adjustment of production rhythm, fixed-point shutdown for maintenance and independent operation of single stations. Meanwhile, the compact circular layout greatly shortens the material conveying distance, reduces workshop floor space, and ensures coherent and smooth process connection, effectively avoiding process disconnection, cumbersome material transportation and production stuttering of traditional assembly lines. Compatible with both standardized mass production and customized flexible small-batch multi-model production of scooters, it serves as a mainstream assembly line solution for intelligent manufacturing of modern two-wheeled scooters.