The circular track RGV-based fixed-wing UAV model assembly line is a flexible automated production line designed for the mass assembly, commissioning and inspection of small fixed-wing UAVs and aircraft models. Eliminating the drawbacks of traditional linear assembly lines such as one-way conveying, fixed station settings and rigid operation routes, the production line adopts a closed-loop circular track and rail-guided RGV shuttle trolley as the core conveying system. Covering the full processes of structural assembly, component fitting, electronic control installation, calibration and finished product inspection for fixed-wing UAV models, it realizes cyclic product circulation, multi-station parallel operation and on-demand scheduling conveying, satisfying the standardized, refined and mass production requirements of small and medium-sized fixed-wing aircraft models.
I. Overall Layout and Core Architecture of the Production Line
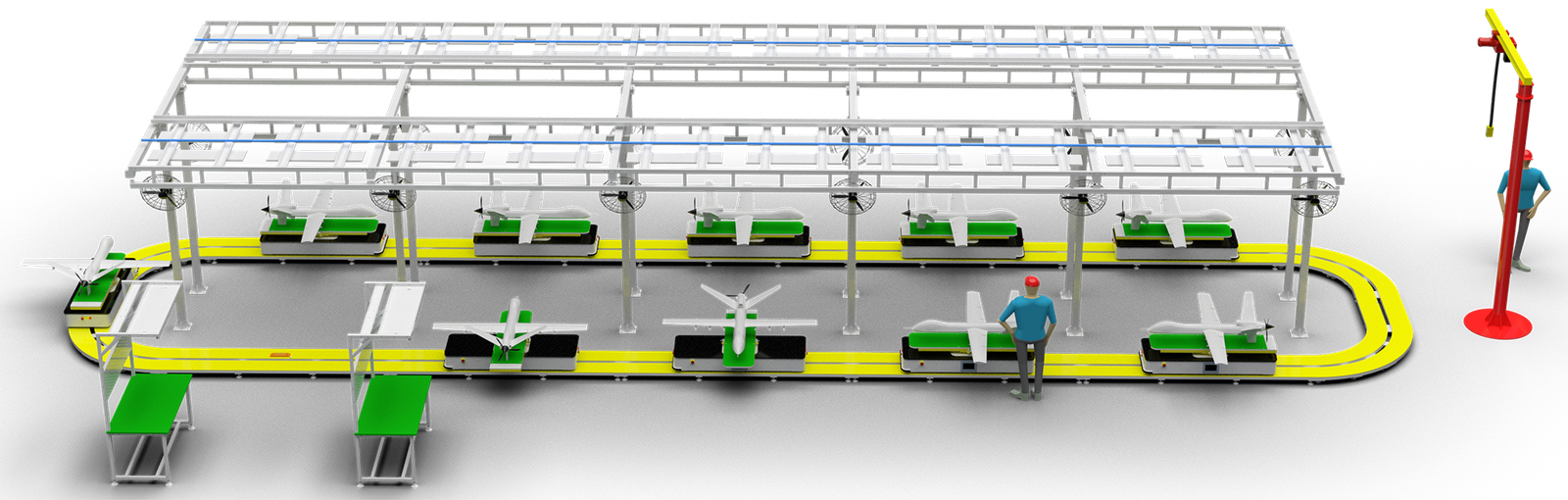
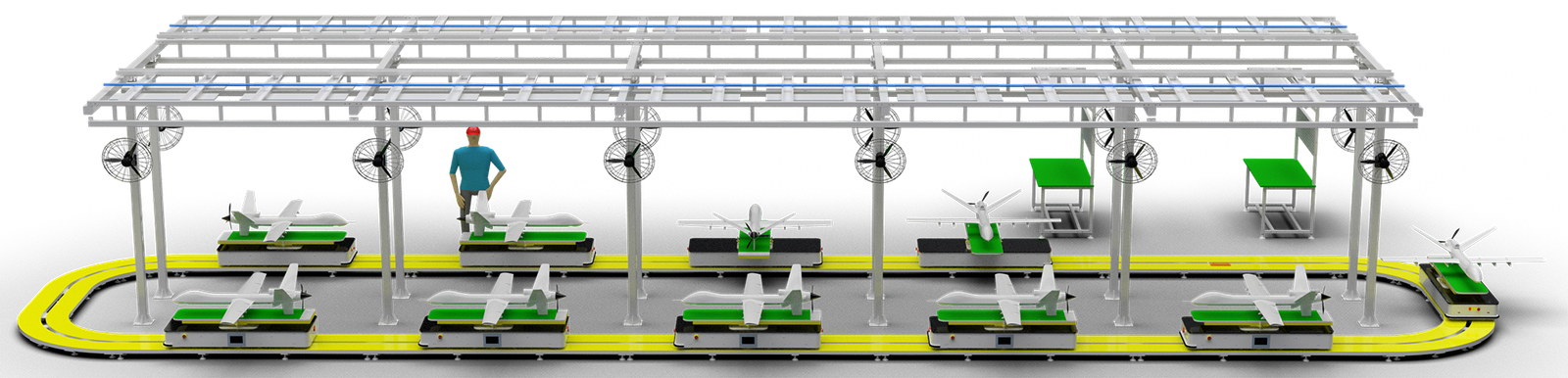
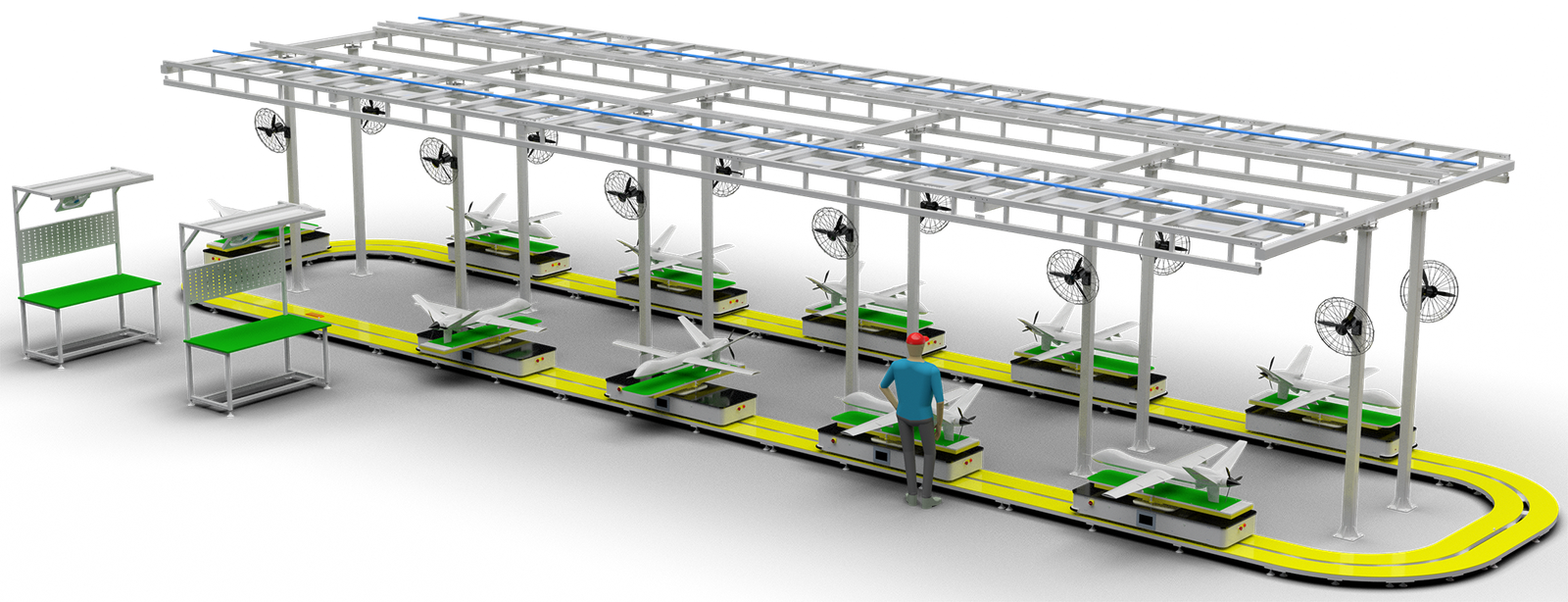
The entire assembly line features a closed-loop circular layout with a regular rounded rectangular track structure, which avoids jamming and abrasion caused by right-angle tracks and ensures stable and continuous operation of RGV trolleys. The circular track is arranged in the center, with a complete set of standardized operating stations surrounding the outer side of the track. The stations include component feeding station, fuselage frame assembly station, wing and tail fitting station, power system installation station, electronic control module wiring station, overall machine commissioning station, appearance quality inspection station and finished product blanking station. All stations are evenly distributed along the circular track, forming an integrated layout of circular track cyclic conveying and surrounding station operation.
The core conveying unit of the production line is the rail-guided RGV shuttle trolley. A single trolley or multiple synchronous circulating trolleys can be configured according to the production rhythm. Each RGV trolley is equipped with customized tooling fixtures tailored to the fuselage radian and dimensional specifications of fixed-wing UAV models. With positioning locking and fine adjustment functions, the fixtures can firmly clamp the aircraft model fuselage to prevent offset and shaking during assembly, adapting to the assembly requirements of small fixed-wing aircraft models with different wheelbases and specifications. All RGV trolleys operate in a unidirectional closed-loop cycle along the circular track, achieving precise fixed-point parking, accurate station alignment and self-adaptive start-stop control based on production rhythm.
II. Core Composition Systems and Functions
1. Circular Track Traveling System
The circular track is made of high-strength industrial aluminum alloy with a wear-resistant anodized surface, featuring low noise, low abrasion, corrosion resistance and structural stability for long-term continuous operation. The track is embedded with high-precision positioning induction modules, limit protection modules and speed measurement modules, which cooperate with the control system to realize automatic operation control of RGV trolleys. The closed-loop track with no breakpoints supports infinite cyclic traveling of trolleys and is equipped with buffer stop structures to prevent collision and over-offset during multi-trolley operation, ensuring extremely high operational stability and safety.
2. RGV Intelligent Conveying Unit
As the core mobile load-bearing equipment of the production line, the RGV trolley adopts servo drive, featuring adjustable stable operating speed and accurate start-stop performance with a millimeter-level positioning error, fully meeting the high-precision alignment requirements for refined aircraft model assembly. Equipped with intelligent communication modules, the trolley realizes real-time linkage with the production line central control system, supporting automatic addressing, fixed-point parking, station waiting, fault alarm and rhythm adaptation. Each RGV trolley independently carries a semi-finished fixed-wing UAV model, circulates along the circular track, docks with each operating station in sequence, and flows to the next process after completing processing at each station, forming a continuous closed-loop production system.
In addition, the RGV trolley supports flexible scheduling, which can automatically adjust the traveling speed according to the operating load of each station, passing idle stations quickly and waiting at busy stations. This effectively avoids material blockage and idle operation of traditional assembly lines, greatly improving production efficiency and equipment utilization.
3. Surrounding Assembly Station System
Professional operating stations are orderly arranged along the outer side of the circular track with complete supporting facilities and clear functional divisions, fully matching the assembly process flow of fixed-wing UAV models. The feeding station undertakes the sorting and pre-placement of core components such as fuselage, wings, motors, electronic speed controllers (ESCs), flight controllers and propellers. The frame and structural assembly station is responsible for fuselage splicing, wing bonding, tail fixing and landing gear installation. The electronic control station completes circuit layout, flight controller fixing, motor wiring and battery holder installation. The commissioning station is equipped with professional commissioning equipment to complete power-on detection, parameter calibration, power performance testing and remote control signal matching. The quality inspection station conducts comprehensive detection of overall appearance, structural firmness, electronic control stability and basic flight parameters, and the blanking station realizes the collection of qualified finished products and sorting of defective products.
All stations are equipped with anti-static workbenches, component storage assemblies, tool hangers and professional lighting systems, meeting the environmental requirements for assembling precision aircraft model components.
4. Intelligent Central Control System
The entire production line is centrally managed by an integrated PLC central control system, which integrates RGV traveling control, station start-stop control, production rhythm adjustment, fault monitoring, data statistics and authority management. Operators can set production rhythms, schedule RGV trolleys, monitor the operating status of each station, and count output and fault data through the touch control interface. The system supports automatic error correction, abnormal alarm and emergency stop protection. It can immediately stop operation, trigger alarms and record fault data in case of trolley offset, station jamming or equipment abnormalities, ensuring safe and stable operation of the production line.
III. Operational Process of the Production Line
1. Initial Feeding: The idle RGV trolley circulates and parks precisely at the feeding station. Operators or auxiliary equipment fix the fixed-wing aircraft model fuselage blanks and supporting components on the customized RGV tooling fixtures to complete positioning and feeding.
2. Cyclic Conveying and Assembly: After feeding is completed, the RGV trolley starts automatically and travels along the circular track to dock with each assembly station in sequence. Structural splicing, component installation, circuit wiring and accessory assembly are completed at corresponding stations. Once the operation of a single station is finished, the system automatically identifies the completion signal and drives the RGV trolley to the next process.
3. Commissioning and Inspection: The semi-finished products are transported to the commissioning station for power-on debugging, parameter calibration and power performance testing, and then delivered to the quality inspection station for comprehensive overall performance detection to distinguish qualified products and defective products.
4. Blanking and Cyclic Reset: Qualified finished products are conveyed to the blanking station via RGV trolleys for collection. The idle RGV trolleys continue to circulate along the circular track and return to the feeding station to start the next production cycle, realizing uninterrupted continuous production.
IV. Core Advantages and Adaptability of the Production Line
Compared with traditional linear fixed-wing aircraft model assembly lines, the circular RGV assembly line has significant advantages. First, higher space utilization: the compact closed-loop circular layout with surrounding station arrangement greatly reduces workshop floor area, adapting to small and medium-sized production sites. Second, stronger production flexibility: it supports multi-model, small-batch and multi-batch production of aircraft models through flexible RGV scheduling, enabling rapid model switching without production line reconstruction. Third, more flexible production rhythm: it supports independent single-station operation and multi-station parallel operation, and adjusts the operating duration of each station according to process difficulty to eliminate production bottlenecks. Fourth, lower equipment loss: the stable cyclic operation of RGV trolleys avoids reciprocating movement, reducing track wear and extending equipment service life. Fifth, high automation level: the whole process realizes automatic conveying, parking, circulation and scheduling, reducing manual handling and positioning costs while improving assembly accuracy and product consistency of aircraft models.
Highly adaptable to the scaled production of small civilian fixed-wing UAVs, teaching aircraft models and toy aircraft models, this assembly line balances refined operation requirements and high-volume production capacity, serving as an optimal automated upgrading solution for small and medium-sized aircraft model manufacturing enterprises.