Structural Process and RGV Assembly Line for Fixed-wing UAV Models
This document fully elaborates the overall structural composition and standard assembly process flow of small fixed-wing UAV models, as well as the systematic process logic of the circular track RGV circulating assembly line customized for such products. It clearly explains the matching relationship between the structural characteristics of UAV model products and the station & circulation processes of automated production lines, which is applicable to standardized batch production, equipment scheme explanation and process disclosure of UAV models.
I. Overall Structure and Process Characteristics of Fixed-Wing UAV Models
Fixed-wing UAV models are precision lightweight structural products prioritizing aerodynamic performance with low load capacity. They consist of five major modules: fuselage main body, aerodynamic lift structure, power propulsion system, flight electronic control system, and landing support structure. The assembly process features high-precision bonding and positioning, lightweight assembly, strict wiring regularity, and a wide variety of parts.
1. Core Structural Composition
(1) Fuselage Main Structure: Serving as the core load-bearing frame of the UAV model, it is mostly made of EPO, EPS foam, carbon fiber plate or balsa wood, including nose cabin, middle fuselage and tail section. It is mainly used to carry electronic control equipment such as flight controller, battery, electronic speed controller (ESC) and receiver, and connects wings, empennage and landing gear, acting as the positioning benchmark for overall assembly.
(2) Aerodynamic Lift Structure: Composed of main wings, horizontal stabilizer and vertical stabilizer, it determines the flight stability and lift performance of the UAV model. Its assembly requires extremely high symmetry, levelness and inclination accuracy, which directly affects flight attitude and control precision.
(3) Power Propulsion Structure: It includes brushless motors, propellers, motor mounts and ESC assemblies to provide flight power for the UAV. The assembly process requires guaranteed motor coaxiality and uniform propeller clearance to eliminate eccentric vibration.
(4) Flight Electronic Control System: Covering flight controller module, receiver, servo actuators, power harnesses and signal harnesses, it serves as the core of UAV control. The process requires standardized wiring, firmly fixed harnesses and accurate interface plugging to prevent loose connection, short circuit and signal interference during flight.
(5) Landing Support Structure: Divided into fixed landing gear and skid landing gear, it undertakes landing buffering and fuselage support. The assembly must ensure verticality and uniform stress to avoid structural deformation during takeoff and landing.
2. Standard Assembly Process Flow of Fixed-Wing UAV Model (Irreversible Process Sequence)
Step 1: Frame Pre-assembly and Shaping: Polish and shape the blanks of fuselage, wings and empennage to correct deformation, ensure flat structural reference surfaces and provide precise benchmarks for subsequent assembly.
Step 2: Fuselage Splicing and Curing: Complete the docking, bonding and reinforcement of nose, middle fuselage and tail section. Reserve mounting grooves for electronic control equipment and wiring channels, and inspect fuselage straightness after adhesive curing.
Step 3: Aerodynamic Surface Assembly and Positioning: Complete symmetrical bonding of main wings and vertical calibration & fixing of horizontal and vertical stabilizers with tooling positioning. Strictly control the parallelism and symmetry of aerodynamic surfaces to ensure aerodynamic balance.
Step 4: Landing Gear and Power Structure Installation: Fix the landing gear and motor mount, install and calibrate the coaxiality of brushless motors, and complete pre-assembly and commissioning of propellers to eliminate operating eccentricity.
Step 5: Electronic Control System Wiring and Installation: Fix flight controller, receiver, servo actuators and ESC equipment, arrange power and signal wires in order, and complete interface connection, harness binding and fixing to prevent loosening and wear.
Step 6: Overall Commissioning and Parameter Calibration: Conduct power-on inspection of circuit continuity and equipment operating conditions, calibrate flight controller levelness, servo stroke and throttle parameters, match remote control signals, and complete trial operation of the power system.
Step 7: Overall Quality Inspection and Acceptance: Inspect structural firmness, appearance integrity, electronic control stability and power output stability, and classify qualified products and rework products.
II. Overall Process Principle of Circular RGV Fixed-Wing UAV Model Assembly Line
The circular RGV assembly line is a closed-loop circulating automated production line designed for the process characteristics of fixed-wing UAV models, including numerous working procedures, high precision requirements, fixed process sequence and inconsistent working time of each station. Different from traditional linear assembly lines with rigid one-way conveying and serious process waiting, this production line takes closed-loop circular track and independent RGV trolley as the core, realizing flexible product circulation adapting to production rhythm, multi-station parallel operation and self-adaptive matching of process beats, which fully adapts to the refined step-by-step assembly process of UAV models.
1. Core Process Adaptation Advantages of the Production Line
The assembly procedures of fixed-wing UAV models vary greatly in difficulty and time consumption. Structural bonding, curing and electronic control commissioning take a long time, while parts pre-assembly and appearance inspection are time-efficient. Relying on the independent scheduling function of RGV trolleys, the circular RGV production line realizes fast passing for simple processes and fixed-point waiting for complex and time-consuming processes, completely eliminating the process bottlenecks of traditional assembly lines and fully meeting the non-standard refined assembly requirements of UAV models.
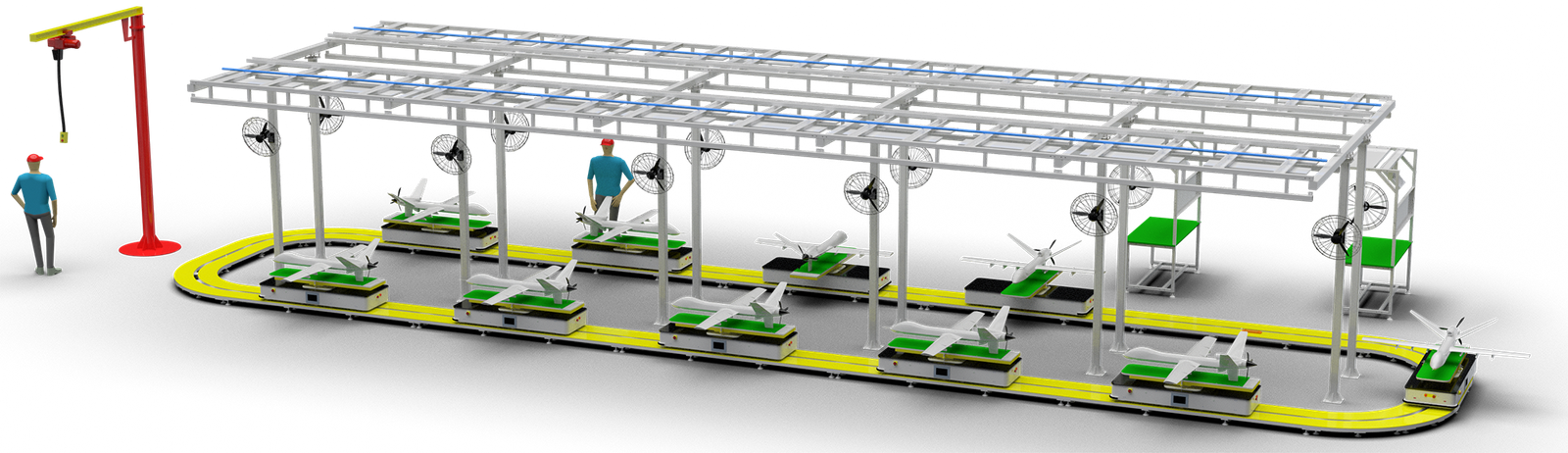
2. Production Line Structure and Process Matching Layout
The production line adopts a rounded rectangular closed-loop circular layout with the track arranged in the center and working stations distributed on the outer side. All stations are arranged strictly in accordance with the UAV assembly sequence, realizingcomplete synchronization between circulation sequence and process sequence. The core process stations are successively: parts sorting & feeding station, fuselage frame assembly station, wing bonding & positioning station, landing gear & power installation station, electronic control wiring & assembly station, overall power-on commissioning station, appearance & performance quality inspection station, and finished product blanking station.
The production line is equipped with multiple servo-driven circulating RGV trolleys. Each trolley is fitted with a customized profiling fixture for UAV models, which can clamp the fuselage accurately, maintain a unified assembly reference throughout the whole process, avoid precision deviation caused by repeated clamping, and ensure the assembly consistency of finished UAV models.
3. Complete Operation Process of RGV Assembly Line
(1) Feeding and Positioning Process: Idle RGV trolleys stop precisely at the feeding station. Operators place UAV blanks, motors, flight controllers, wings and other components in order and clamp the fuselage. The fixture locks and positions automatically to establish a unified assembly benchmark.
(2) Circulating Step-by-Step Assembly Process: RGV trolleys carrying semi-finished products circulate automatically and stop at each assembly station in sequence according to the process flow. Structural splicing, wing bonding and curing are completed at structural stations; motor, propeller and landing gear installation & calibration are completed at power stations; equipment fixing, wiring arrangement and interface installation are completed at electronic control stations. The products flow to the next process automatically after the completion of each station’s operation.
(3) Commissioning and Calibration Process: Semi-finished products are transported to the commissioning station for overall power-on detection, circuit troubleshooting, flight controller parameter calibration, and matching commissioning of servo and power systems, so as to correct performance deviation caused by assembly errors.
(4) Quality Inspection and Sorting Process: The quality inspection station conducts comprehensive detection of overall structural strength, aerodynamic symmetry, electronic control stability and power output performance. Qualified products are delivered to the blanking process, while defective products are marked separately and diverted for rework.
(5) Idle Circulation and Reset Process: After finished product blanking, idle RGV trolleys circulate and reset automatically along the circular track, return to the feeding station to start the next production cycle, realizing uninterrupted closed-loop continuous production.
III. Collaborative Characteristics of Structural Process and RGV Production Line
1. Unified Benchmark Collaboration: The whole process of UAV assembly is positioned by dedicated RGV fixtures without secondary clamping from frame assembly to overall commissioning, ensuring unified structural assembly benchmarks and greatly reducing assembly deviation.
2. Flexible Process Adaptation: RGV trolleys can wait at fixed points for time-consuming processes such as structural bonding curing and electronic control commissioning, adapting to process time requirements. The production line can manufacture multiple specifications of fixed-wing UAV models without structural modification.
3. Parallel Operation and Efficiency Improvement: Multiple RGV trolleys operate synchronously and circularly, and each station conducts independent parallel operations, eliminating station idleness and process congestion, and significantly improving the batch production efficiency of UAV models.
4. Controllable Process Quality: The central control system of the production line records the assembly, commissioning and quality inspection data of each product at every station, realizing traceable assembly processes and ensuring stable batch production quality of UAV models.
IV. Application Summary
Fixed-wing UAV models feature delicate structures, rigorous assembly procedures and high precision requirements. Through closed-loop circulating conveying, flexible beat scheduling and accurate station process matching, the circular RGV assembly line perfectly adapts the whole process of UAV model production, including pre-assembly, step-by-step assembly, electronic control commissioning and finished product inspection. Compared with traditional manual assembly lines and linear conveying lines, this process mode balances refined assembly quality and mass production efficiency, serving as the optimal automated production solution for small fixed-wing UAV models.