Low-Volume Two-Wheel Electric Motorcycle RGV-Based SKD Assembly Line
I. System Overview
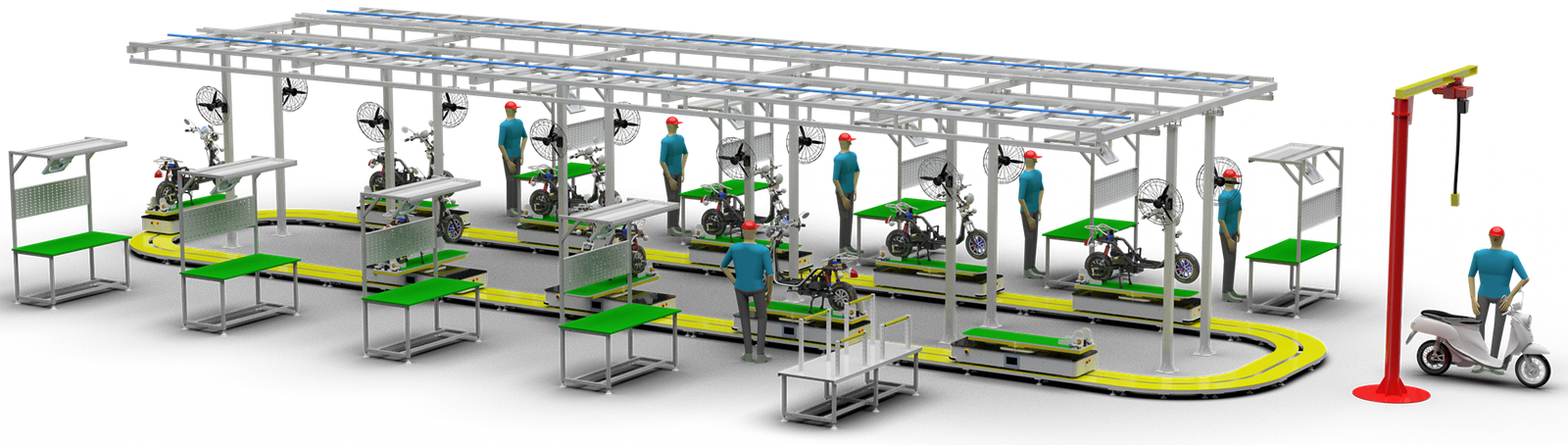
This assembly line utilizes Rail Guided Vehicle (RGV) as the core conveying carrier, specifically designed for the Semi-Knocked Down (SKD) assembly production of two-wheel electric motorcycles (E-Motorcycles). In SKD mode, vehicles are exported or distributed in major sub-assembly form, with final assembly completed at the destination, significantly reducing logistics costs and customs duties.
II. Production Line Layout and Structure
2.1 Overall Layout
- Line Configuration: Modular circular or linear reciprocating RGV track system
- Station Quantity: Configurable based on capacity requirements, typically 8–16 assembly stations
- Takt Control: Variable frequency speed regulation, adjustable takt time (typically 3–8 minutes per station)
- Carrying Platform: RGV vehicle equipped with dedicated tooling fixtures, adapted to two-wheel motorcycle frame geometry
2.2 RGV Conveying System
- Track Type: Floor-embedded steel rail or overhead rail
- Drive Mode: Servo motor drive, positioning accuracy ±1mm
- Operating Modes: Automatic cycling / Manual intervention / Fault bypass
- Communication: Wireless LAN (WLAN) or slip-ring data communication
- Safety Devices: Laser anti-collision, mechanical buffer, emergency stop buttons
III. SKD Assembly Process Flow
| Station No. | Process Name | Main Content |
|---|---|---|
| 1 | Frame Loading | RGV fixture positioning, bare frame hoisting/placement |
| 2 | Front Fork & Steering System Assembly | Install front shock absorber, steering column, handlebar assembly |
| 3 | Rear Wheel & Drive System Assembly | Install rear swingarm, rear wheel, motor/chain/belt |
| 4 | Brake System Assembly | Front/rear disc/drum brake, brake hose, brake pedal |
| 5 | Electrical System Pre-assembly | Controller, wiring harness, DC-DC converter, instrument panel |
| 6 | Battery System Installation | Battery compartment fixing, battery pack installation, BMS connection |
| 7 | Body Panels & Lighting Assembly | Front/rear fenders, side covers, headlight, taillight, turn signals |
| 8 | Seat & Storage Box Assembly | Saddle, tail box/storage box installation |
| 9 | Wheel & Tire | Front/rear rim, tire (if SKD is in separate state) |
| 10 | Final Inspection & Testing | Insulation test, power-on self-test, lighting signals, brake performance |
| 11 | Off-line Packaging | Remove fixture, vehicle transferred to packaging area |
Note: In SKD mode, the engine/motor, front/rear wheels, front fork, frame, etc. may already be pre-assembled as sub-assemblies. Station configuration needs to be adjusted according to the actual SKD kitting level.
IV. Core Advantages of RGV System
| Comparison Dimension | RGV-Based Assembly Line | Traditional Pallet/Roller Conveyor Line |
|---|---|---|
| Technological Appeal | Automated track shuttle, strong modern visual impression | Traditional mechanical structure, relatively dated image |
| Flexibility | Different vehicle models can be adapted through program switching | Model change requires replacing large amounts of mechanical structure |
| Ease of Maintenance | Modular RGV units, faults can be quickly resolved by spare vehicle replacement | Line faults cause complete production shutdown |
| Operational Efficiency | Independent scheduling, asynchronous takt possible, eliminates waiting waste | Rigid synchronization, easy accumulation between stations |
| Energy Saving & Environmental Protection | Electric drive, low energy consumption, no oil contamination | Some require pneumatic/hydraulic, high energy consumption |
| Space Utilization | Track can be arranged in 3D layout, saves workshop floor area | Large planar occupation, difficult to expand |
| Investment Cost | Moderate initial investment, can be expanded in phases | Large one-time investment, difficult to retrofit |
V. Key Equipment and Configuration
- RGV Body
- Load Capacity: ≥300kg (including frame and components)
- Operating Speed: 5–30m/min adjustable
- Positioning Method: Barcode/RFID + photoelectric switch dual verification
- Lifting/Rotating Mechanism
- Some stations equipped with RGV onboard lifting platform for underbody operations
- Rotating platform supports multi-angle assembly
- Auxiliary Assembly Equipment
- Intelligent tightening system (electric screwdriver, torque data traceability)
- Assist manipulator (for heavy load handling such as battery packs, wheels)
- Station display screen (SOP work instruction visualization)
- Information System
- MES (Manufacturing Execution System) integration
- Station Andon call system
- Real-time quality data collection and traceability
VI. Quality Control Key Points
- Critical Torque Control: Front fork nut, rear wheel axle, motor fixing bolts, etc. implement torque monitoring
- Electrical Safety: High-voltage insulation detection (for electric motorcycle battery system)
- Functional Testing: Self-inspection completed at each station, quality gates set at critical stations
- Traceability Management: Frame number/VIN code bound with RGV station data, full process traceability
VII. Applicable Scenarios
- Export-Oriented SKD Factories: SKD assembly of two-wheel electric vehicles for Southeast Asia, Africa, South America, and other markets
- Low-Volume Multi-Variety Production: Supports co-line production of multiple two-wheel electric vehicle models
- Production Capacity Ramp-Up Stage: Controllable initial investment, later expandable by increasing RGV quantity and stations